Our technology, team, and collaborators allow us to be an active part of the definition, technical improvement, and manufacturing of products, as well as the development and construction of tooling. Sturam S.A. is also capable of integrating other finishing processes or component assembly to offer the client completely finished products.
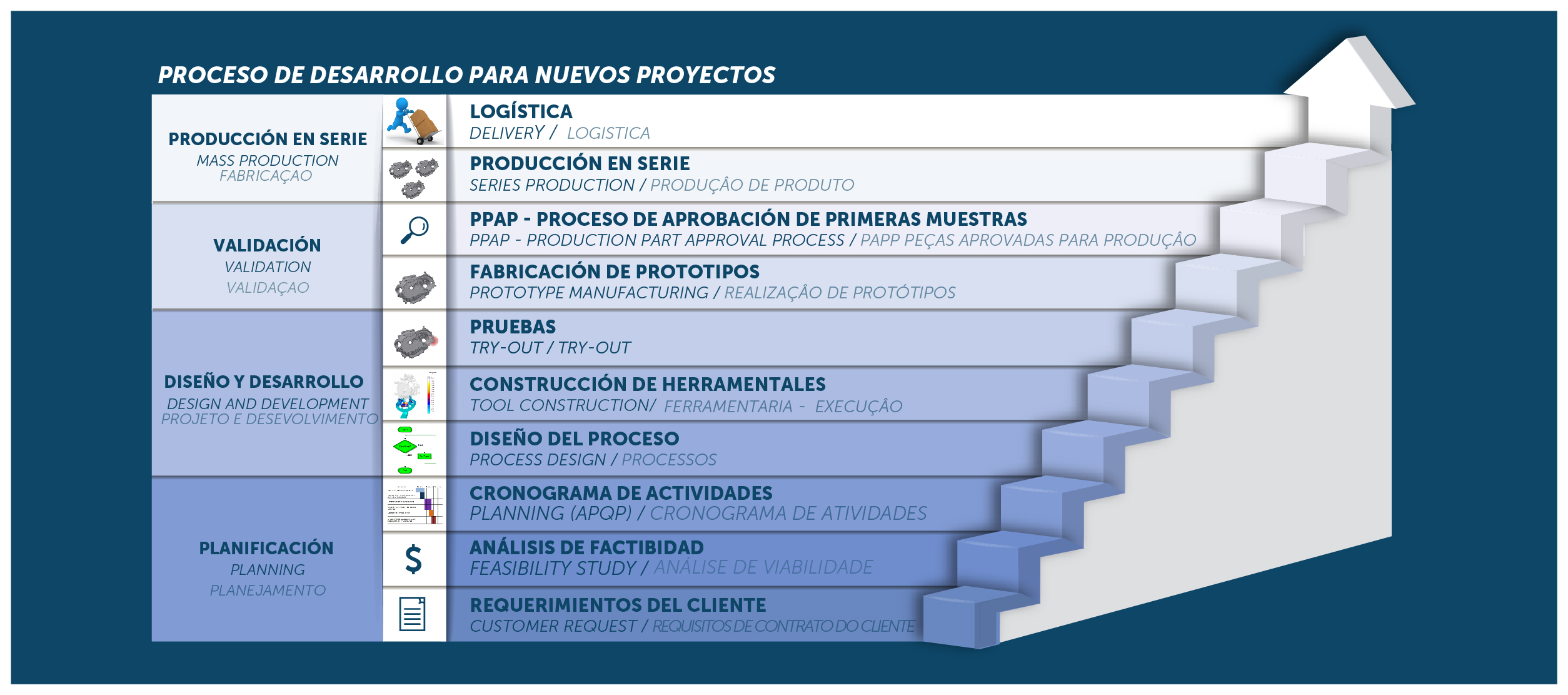
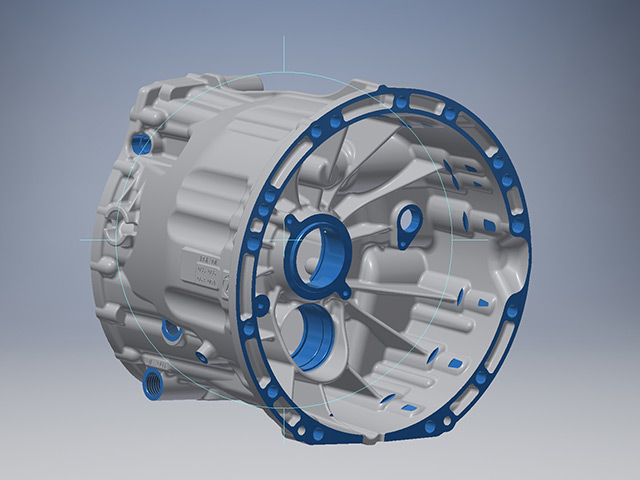
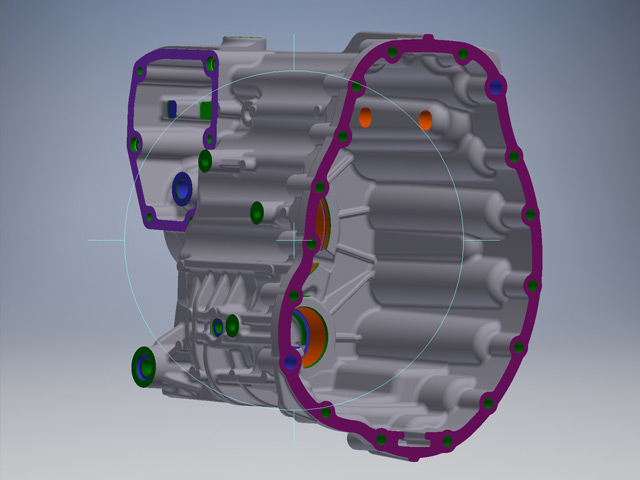
From feasibility analysis and the use of advanced simulation software to series production and product delivery to our clients, we develop, in conjunction with our collaborators, all the necessary processes and tooling for product manufacturing.


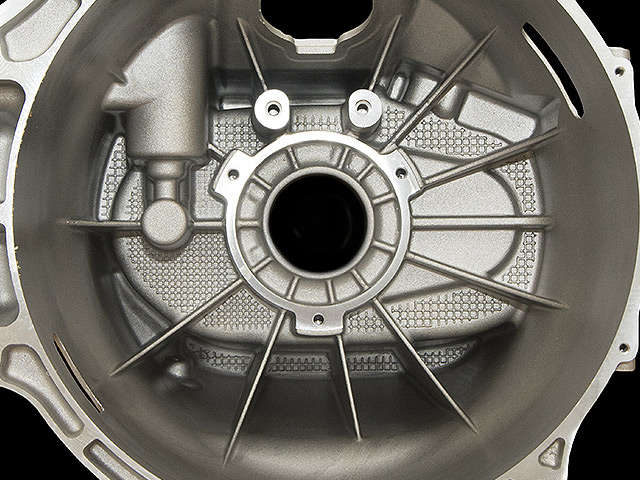
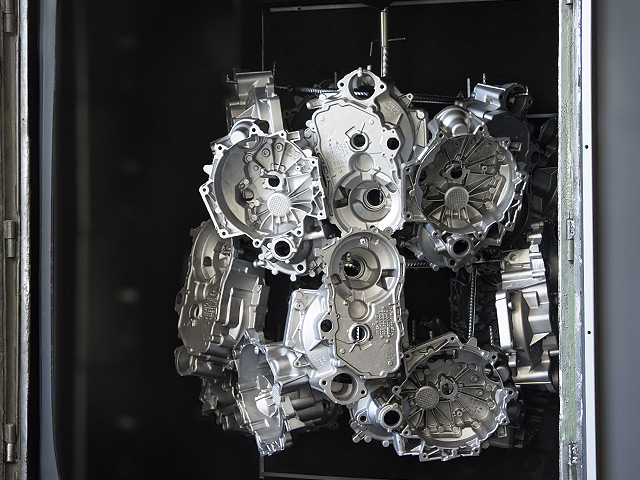
High-pressure aluminum die casting is a process through which aluminum is injected at high speeds into a steel mold, which can have moving elements at different angles to produce parts of varied shapes with significant production rates. This way, very complex and precise parts are achieved. This process requires technology that controls injection parameters and electronics that provide real-time feedback to the machine to check and correct the injection. Controlling variables is fundamentally important in this process to achieve a stable product and adequate production efficiency.
At Sturam S.A., we have die casting machines ranging from 700 to 2000 tons, the capacity to work with single or multi-cavity molds, and automated cells with the highest technology, including automatic aluminum feeding, sprayer robots for mold release agents, robotic arms for part handling, trimming dies, and mold and container thermoregulation.


Low-pressure die casting, as its name suggests, consists of injecting aluminum into a mold with the minimum possible pressure to fill it.
It is an intermediate process between gravity casting and high-pressure die casting. Many types of parts can be produced with this type of injection; this technology is especially applied to parts of significant size and weight.
After this, the molten aluminum solidifies in the mold, which then opens to allow the part to be removed. The injection pressure is lowered, and the liquid aluminum remaining in the tube returns to the crucible.
After casting, the produced parts often undergo a heat treatment (quenching and aging) to give them specific mechanical resistance and hardness properties.
Among the processes for producing aluminum parts, the oldest is gravity casting. The molten metal is poured into a mold, and its solidification occurs under its own weight, hence the name "gravity" casting. It is one of the most common molding techniques. Gravity casting, also known as permanent mold casting, allows for the production of short or long series of parts, using different alloys, with optimal quality and reduced setup times.
This technique is applicable for parts with thick walls. One of its important characteristics, which often makes it the preferred choice over other production techniques, is the ability to create parts with shapes that would be impossible to achieve with other casting methods. The use of metal cores to demold negative drafts and, especially, the combination of sand cores inserted into the mold, allows us to obtain hollow parts or parts with internal shapes, making gravity casting the best option in many cases.

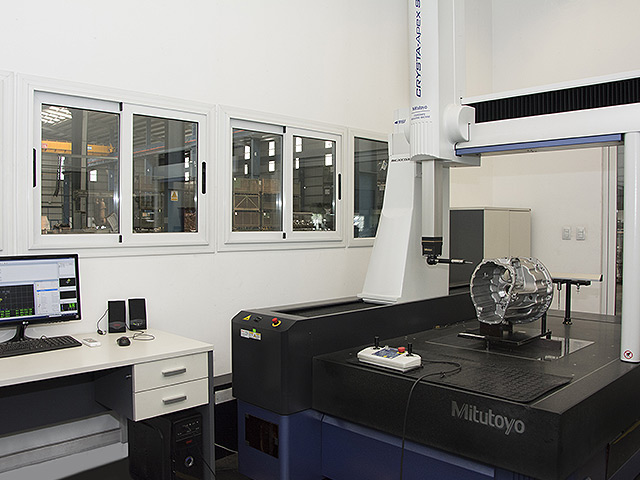
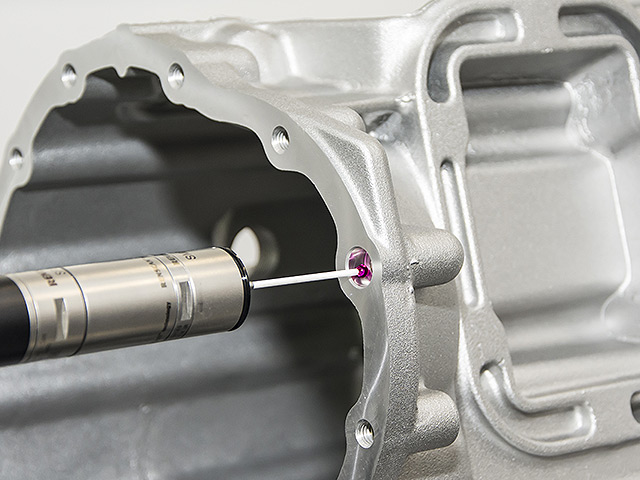
The products we manufacture are subjected to rigorous controls that allow us to guarantee excellent quality.
Our parts are tested using spectrometry, leak testing, hardness control, X-ray inspection, dimensional controls according to numerical definition, micro and macrography, control of physical material properties, inspections, and process, product, and shipping audits.




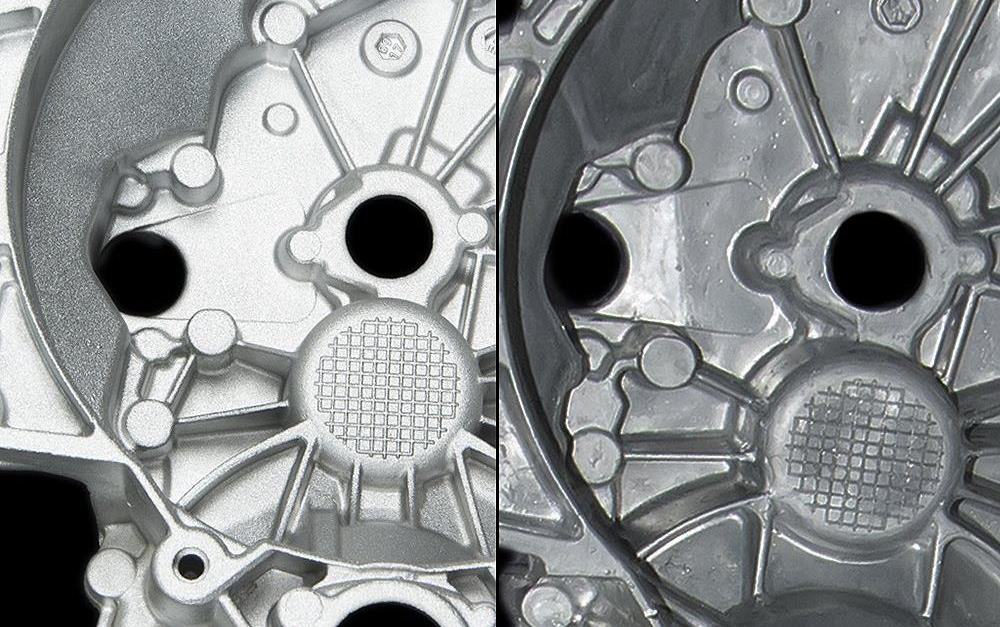
Shot blasting is a surface treatment process performed on aluminum castings to remove burrs and improve their surface finish. It consists of placing the parts inside a cabin where a turbine projects a stream of abrasive particles that impact the part at very high speed. The shot blasting time and the type of abrasive used are the factors that define the resulting surface finish.


Machining is a process for manufacturing high-precision parts by removing material (chip removal). This uses cutting tools appropriate for the desired operation, including milling, drilling, planing, tapping, etc. For this, the company has horizontal (full index) and vertical machining centers, lathes equipped with CNC (computerized numerical control), a thermal shrinking tool mounting system, and non-contact tool measurement and control equipment (Zoller Smile).

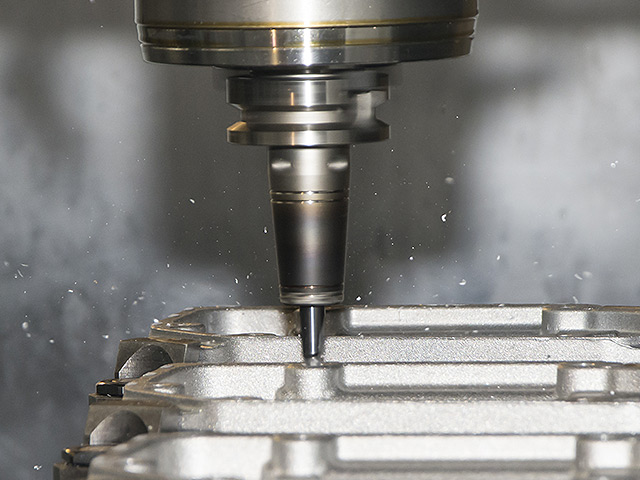

This allows us to obtain a part with the precision, quality, and productivity required by the client.


